PCB Defluxing Process - A True Understanding
By Tim Noble
In order to maximize the results of your PCB/PCA defluxing process, you must truly have a solid understanding of the wash process itself. All to often batch defluxing equipment gets categorized as dishwashers, when that is truly unfair, the are much more sophisticated in design, the only true similiarity is the appearance of the chamber itself. In this post, I will cover several topics from the Aqueous Technologies Trident (theory of operation), cleanliness verification and discharge methods.
In the wash process there are 3 main cycles:
Wash Cycle: uses a chemistry solution (approx. 10-25% concentration) to solubulize flux residues that were hardened in the soldering process
Rinse Cycle: removal of residual chemistry solution from the PCBs/PCAs
Dry Cycle: physical drying process of the PCBs/PCAs, often using forced air in combination with heat
(NOTE: In the examples in this post I will be referring to the Aqueous Technologies Trident Defluxing System when referencing machine operation.)
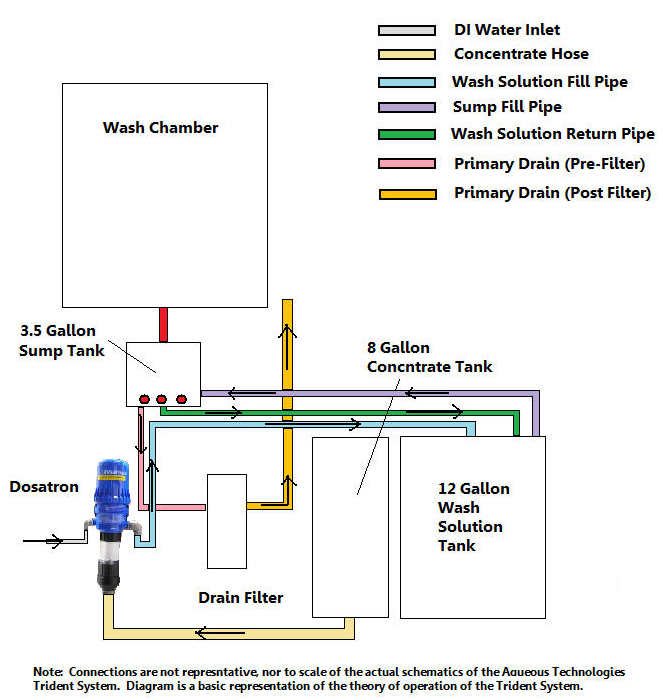
Above is a rough diagram of a Trident system and how it operates; below is a step process of how the unit runs its process.
System transfers wash solution from the wash solution tank to the 3.5 gallon sump tank
System heats the solution to your desired temperature (~120-150F)
System pumps the heated solution through the wash chamber for your desired wash time (~5-10 min.)
System "Transfers" the wash solution back to the wash solution tank.
System fills the sump tank with fresh DI water from your DI tanks
System pumps the DI water through the chamber for desired duration (~20-30 seconds)
System takes a resistivity reading of the DI water
System sends DI water to drain/evaporator/recycler
Depending on the resistivity reading the system will either process another rinse process or proceed to drying cycle
If resistivity level is NOT achieved, and MAX rinse count is achieved, system will proceed to dry cycle.
System will use a combination of air and heat to dry your PCBs/PCAs for desired time period
System will end processes with a PASS/FAIL
Resistivity Measurement:
The resistivity measurement is NOT to be confused for a cleanliness test, it simply is a measurement of the discharged water for any type of ionic contamination (flux residue, cleaning chemistry, etc.). It will not indicate any soils remaining on the PCBs/PCAs.
What it will tell you is when the chamber has been evacuated of residual chemistry from the wash process, and assuming it has solubulized the flux residues, they should be gone as well.
The theory is that when you fill the system with fresh DI water rinse and if there is any chemistry in the chamber (often in the form of suds) this will be picked up by the resistivity meter and it will proceed to run another rinse cycle.
Often we will run anywhere from 5-10 rinses and a lot depends on the layout of your PCBs/PCAs.
Cleanliness Verification:
As mentioned before, do NOT confuse the resistivity measurement with cleanliness verification. We recommend using other methods of testing, like the Zero-Ion tester, which uses a solution of IPA to extract residues from the PCBs/PCAs and then divides that by the square area of your PCBs/PCAs, to give you a cleanliness spec.
Most often these types of tests are run as an audit, whether that be one per cycle, one per week, month, etc. Depending upon how critical of a product you are building will determine how often you verify your process.
Discharge:
Before we make a decision on how we are going to handle the discharge, let's get an understanding of what needs to be discharged. There are two main types of discharge from a Trident, those are:
- Wash Solution Drain
- Rinse Drain (Primary Drain)
The Wash Solution Drain is only used when you are dumping the contents of your wash solution tank, which may be approximately every 100 wash cycles.
The Rinse Drain (Primary Drain) is used quite frequently. It is the discharge after each and every rinse cycle and considering each batch of boards will require approximately 5-10 rinse cycles at ~3.5 gallons per rinse you are looking at about 17.5-35 gallons of discharge (rinse cycle count x 3.5 gallons) per batch.
Now that we have that understood, let's ask ourselves what is important to us? To our customers? To our neighbors? These are the questions that need to be answered when deciding on whether to go green, or exactly how green we are willing to get. Remember, going green isn't always synomonous with cheap. But even if you don't buy into green, what about your customer? What about your local community? How would they feel that you were saving a dime, at the sacrifice of the environment.
We all believe we have a responsibility to protect the environment, to the best of our abilities. Sometimes this means finding ways to incorporate green processes into our manufacturing process. Difficult for sure, but possible.
As we know, simply dumping the rinse water down the drain is the easiest and the least expensive option for discharge, but it is also the least eco-safe option, and in some municipalities it is outright illegal and becoming more and more scrutinized.
The next solution that came about was evaporation. In this process they use large boiling systems to evaporate the liquids, leaving the solids behind as a sludge to be removed by your waste hauler. The cons to this method are: energy intensive and more scrutinized by REACH (which regulates and emissions out of a vent stack).
Recent developments have been Rinse Water Recycling systems, which basically process the discharge through a set of DI tanks to repolish the water and return it for use. The system is truly Zero Discharge, with no ventilation and no drain required. The Cons are the DI tanks do cost money to replace.
You should make sure that your method of discharge is capable of keeping ahead of this discharge volume, otherwords you will be creating a bottle neck in your process. Please refer to our Rinse Water Recycling vs. Evaporation worksheet, which can be found
here for further information. As you will notice, the Evaporators are limited by capacity and evaporation rate. Once the evaporator is filled, your wash process is down and that is costing your process money and time.
Obviously direct to drain has no bottle neck on your process, but it is also the least environmentally friendly option available. As mentioned, you have to be committed to be green as the costs are not always cheap. But knowing that I am doing as best as I can for the environment is what gives me comfort in my decision.